
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
ஷெல் மோல்ட் காஸ்டிங் செயல்முறை
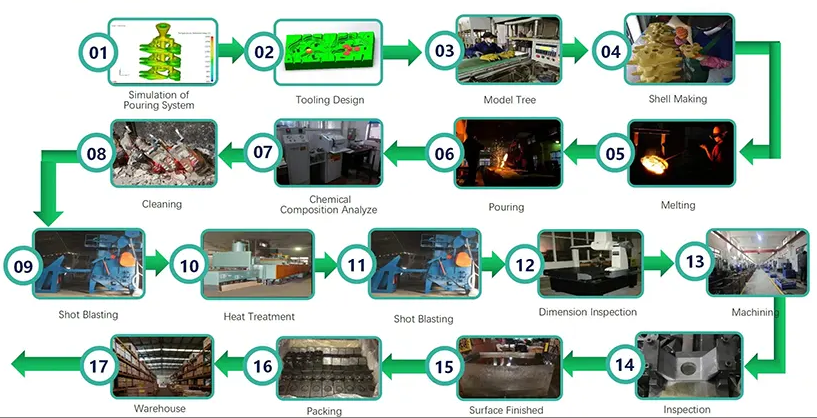
செயல்முறைஷெல் மோல்ட் காஸ்டிங்பொதுவாக பின்வரும் படிகளை உள்ளடக்கியது:
அச்சு தயாரித்தல்: முதலில், தேவையான வார்ப்புக்கு ஒத்த வடிவத்துடன் உலோக அச்சு குழியை உருவாக்கவும்.
முன்கூட்டியே சூடாக்குதல் மற்றும் எண்ணெய் தடவுதல்: அச்சு குழியை 175°C~370°Cக்கு முன்கூட்டியே சூடாக்கி, அடுத்தடுத்து சிதைப்பதற்கு வசதியாக மசகு எண்ணெய் தடவவும்.
மணல் பூச்சு மற்றும் குணப்படுத்துதல்: வார்ப்பு பெட்டியில் முன்கூட்டியே சூடேற்றப்பட்ட அச்சு குழியை வைத்து மணல்-பிசின் கலவையை ஊற்றவும். கலவையானது அச்சு குழியின் மேற்பரப்பில் ஓரளவு கெட்டியாகி ஒரு மெல்லிய ஷெல் உருவாகிறது. பின்னர், மெல்லிய ஷெல் முழுவதுமாக திடப்படுத்த முழு சாதனமும் ஒரு அடுப்பில் வைக்கப்படுகிறது.
இடித்தல் மற்றும் அசெம்பிளி: அச்சு குழியிலிருந்து திடப்படுத்தப்பட்ட மெல்லிய ஷெல்லை அகற்றி, தேவைக்கேற்ப முழுமையான அச்சுக்குள் இணைக்கவும்.
ஊற்றுதல் மற்றும் குளிர்வித்தல்: உருகிய உலோகத்தை அச்சுக்குள் ஊற்றவும், உலோகம் குளிர்ந்து திடப்படுத்திய பிறகு, வார்ப்பை அகற்ற அச்சுகளைத் திறக்கவும்.
சுத்தம் செய்தல் மற்றும் பிந்தைய செயலாக்கம்: வார்ப்புகளை சுத்தம் செய்து, கேட்டை அகற்றுதல் மற்றும் அரைத்தல் போன்ற தேவையான பிந்தைய செயலாக்கங்களைச் செய்யவும்.
பயன்பாட்டு புலம்
ஷெல் மோல்ட் காஸ்டிங்அதிக துல்லியம் மற்றும் குறைந்த விலை காரணமாக பல்வேறு இயந்திர உற்பத்தித் துறைகளில் பரவலாகப் பயன்படுத்தப்படுகிறது. குறிப்பாக என்ஜின் பிளாக்குகள், சிலிண்டர் ஹெட்ஸ், கியர்பாக்ஸ் பாகங்கள் போன்ற உயர் துல்லியமான மற்றும் சிக்கலான வடிவங்கள் தேவைப்படும் வார்ப்புகளுக்கு, ஷெல் மோல்ட் காஸ்டிங் சிறந்த நன்மைகளைக் காட்டுகிறது.
விசாரணையை அனுப்பு


X
உங்களுக்கு சிறந்த உலாவல் அனுபவத்தை வழங்கவும், தள போக்குவரத்தை பகுப்பாய்வு செய்யவும் மற்றும் உள்ளடக்கத்தைத் தனிப்பயனாக்கவும் நாங்கள் குக்கீகளைப் பயன்படுத்துகிறோம். இந்தத் தளத்தைப் பயன்படுத்துவதன் மூலம், எங்கள் குக்கீகளைப் பயன்படுத்துவதை ஒப்புக்கொள்கிறீர்கள்.
தனியுரிமைக் கொள்கை